Wet Spinning System for Biomedical Fiber Manufacturing

A medical device manufacturer partnered with Re:Build Optimation to design and build a custom wet spinning system for the production of implantable biomedical fibers used in artificial ligaments and tendons. The dual-line system integrated precision polymer metering, high-purity water circulation, advanced tension control, and custom HMI-based process management to improve throughput, reduce filament breakage, and enhance process stability. Designed for high-performance biomedical manufacturing, the machine delivered greater controllability, operator usability, and production consistency while supporting scalable medical textile production.
Modular Methane-to-Methanol System
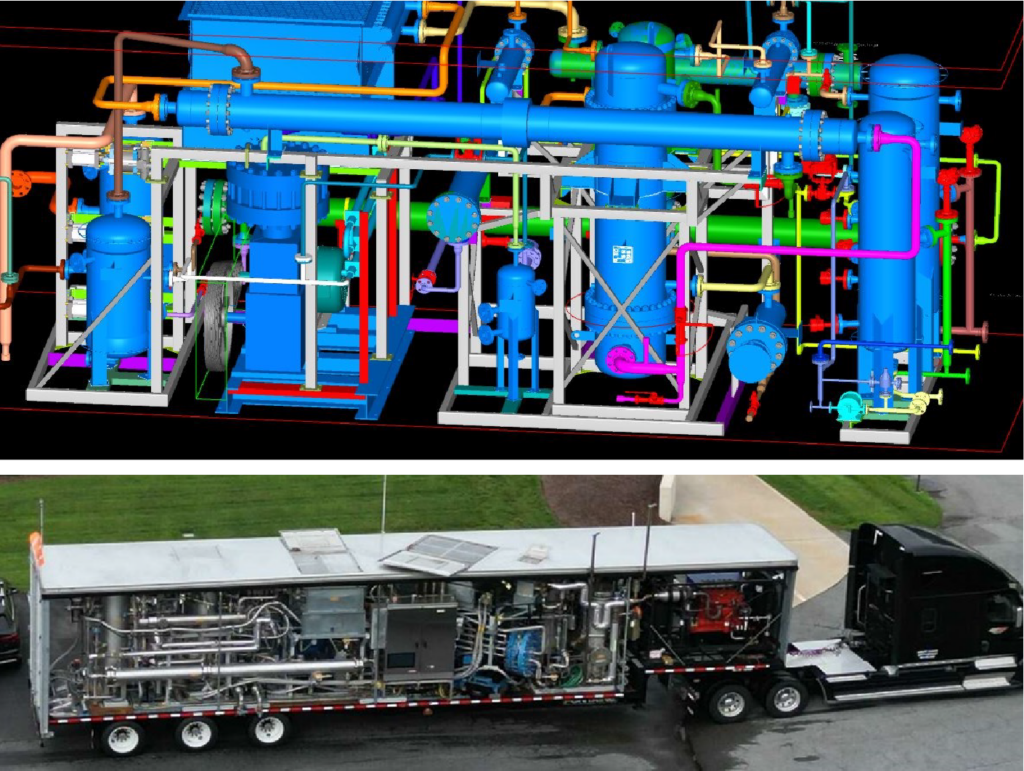
A renewable energy technology company partnered with Re:Build Optimation to develop a modular methane-to-methanol processing system capable of converting waste gases into valuable chemical products. Designed as a trailer-mounted chemical plant, the system integrated membrane separation, compression, and methanol production technologies within a highly constrained footprint. Re:Build optimized hydrogen concentration, minimized pressure losses, and coordinated the integration of critical process equipment to support efficient field deployment. The completed system is now operating in the field, transforming gases that would otherwise be flared into usable chemicals while supporting carbon capture and utilization initiatives.
Biomass Pyrolysis Skid Modernization and Controls Upgrade

A renewable energy technology company sought to modernize an existing biomass pyrolysis skid system that had originally been designed and constructed in Europe as a prototype-style machine. The existing unit relied heavily on European-standard components and lightweight extruded aluminum construction that limited durability and industrial scalability.
Pilot Powder Production Scale-Up for Advanced Battery Materials
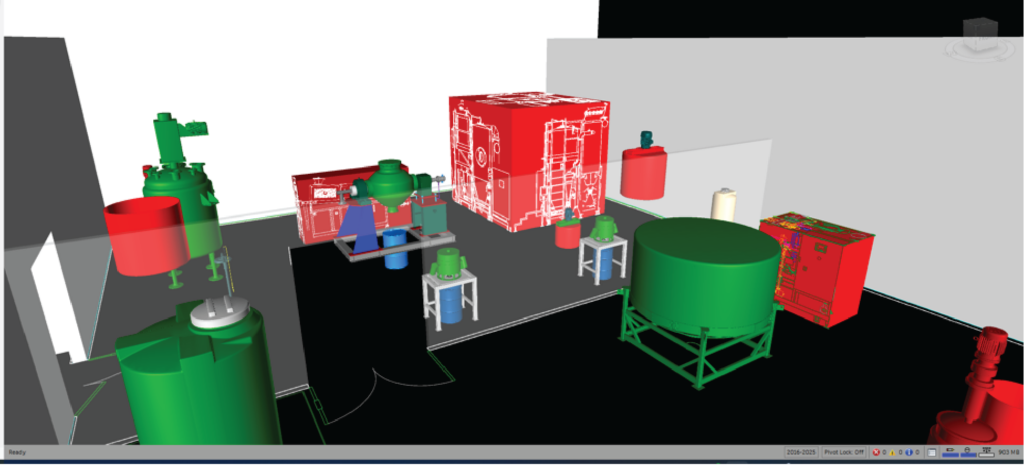
A developer of next-generation rechargeable energy storage technology sought to scale its laboratory powder production process into a pilot manufacturing operation capable of supporting future commercial battery production.
Automated Test Stand Modernization and Cycle Time Reduction

A manufacturing client relied on an existing production test stand that had originally been developed as a prototype system but was later forced into full-scale production use. Over time, the limitations of the prototype design created operational inefficiencies, excessive operator involvement, and increased opportunities for testing errors and production delays.
Precision Coating System Development and Laboratory Automation
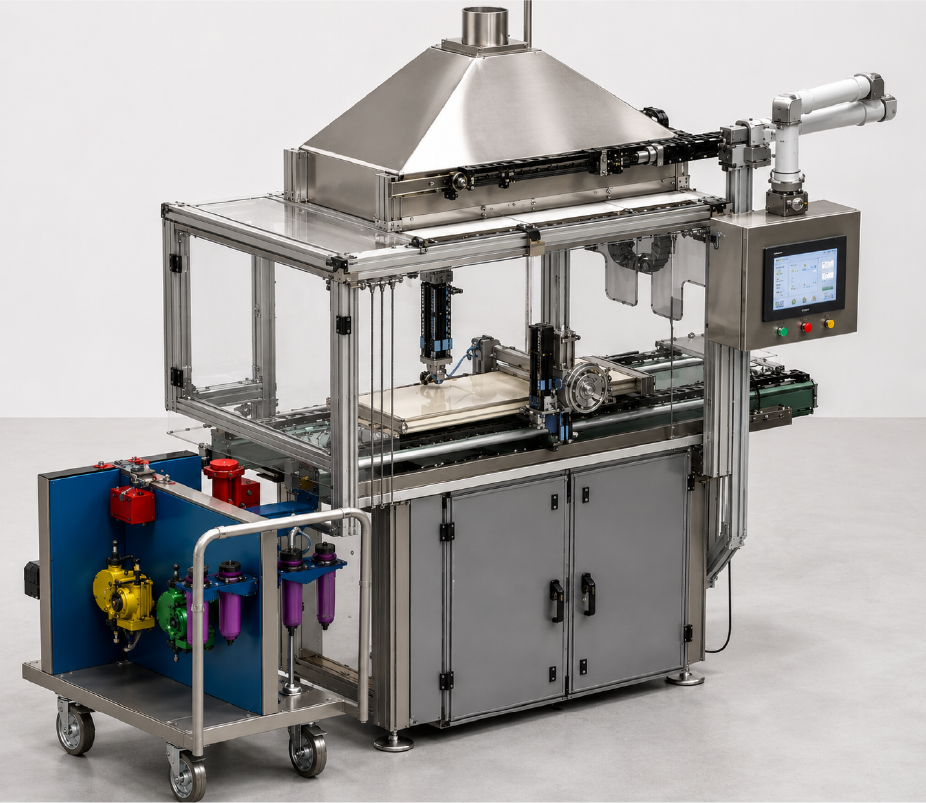
A client required a custom precision coating system to support laboratory-scale developmental work involving a wide range of coating materials and process conditions. The system needed to integrate a slot die provided by a third party while delivering highly accurate coating performance across a stationary substrate measuring 16 inches wide by 32 inches long.
Product Conveyance and Shrink Wrap Integration
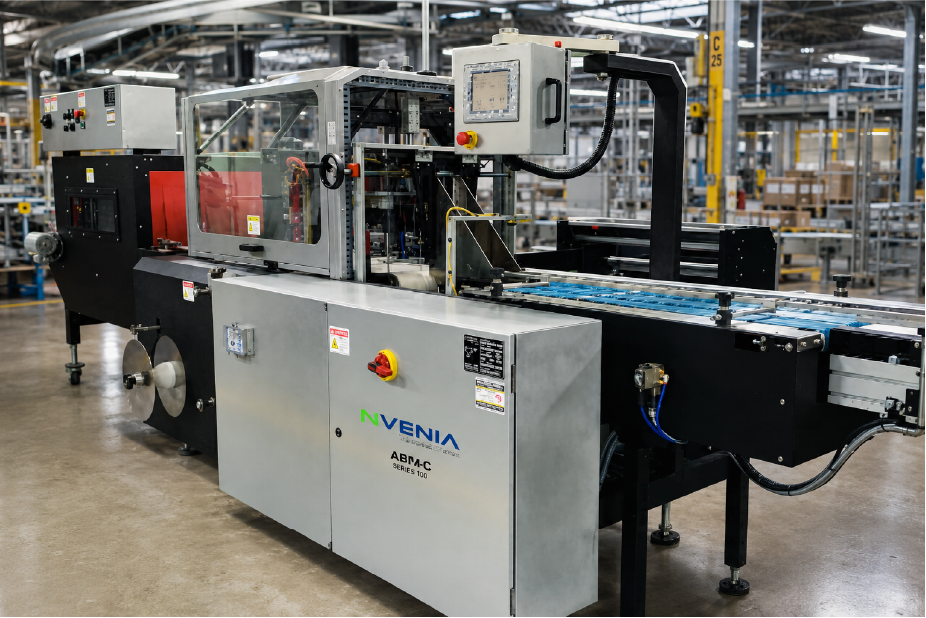
A food manufacturing client required significant modifications to an existing production line to meet updated customer packaging requirements. The facility needed to integrate a new shrink wrapping operation capable of handling a family of products with varying dimensions, packaging configurations, and throughput requirements.
Batch House Equipment Modernization and Reliability Upgrade

A legacy glass manufacturing plant faced chronic material loss, unplanned downtime, and rising maintenance costs due to aging batch house equipment operating well beyond its intended service life. Re:Build Optimation partnered with the plant team to assess the full batch operation and execute a phased modernization program aligned with production schedules and ROI priorities. The upgrades reduced waste, improved equipment reliability, and stabilized batch house performance while maintaining production continuity.
Check Scale Modernization and Load Cell Upgrade

A glass manufacturer faced increasing material waste and unplanned downtime due to excessive wear and calibration drift in a critical batch house check scale system operating in an abrasive environment. Re:Build Optimation redesigned and modernized the system with more durable materials and upgraded load cell technology to improve accuracy and reliability while maintaining the existing footprint. The result was reduced waste, improved uptime, and a more reliable batching operation achieved through a targeted, cost-effective upgrade rather than full system replacement.
Colorant System Relocation and Integration
A glass manufacturer needed to add green glass production at an existing plant on a fixed timeline to support a product launch, but faced capital and schedule constraints and cross-contamination risks with its existing colorant systems. Re:Build Optimation repurposed and re-engineered a decommissioned colorant premix system, integrating it into the plant’s batch and control infrastructure to meet site-specific process and capacity requirements. The solution enabled a fast, capital-efficient launch of a new green glass production campaign while eliminating contamination risk and minimizing disruption to ongoing operations.